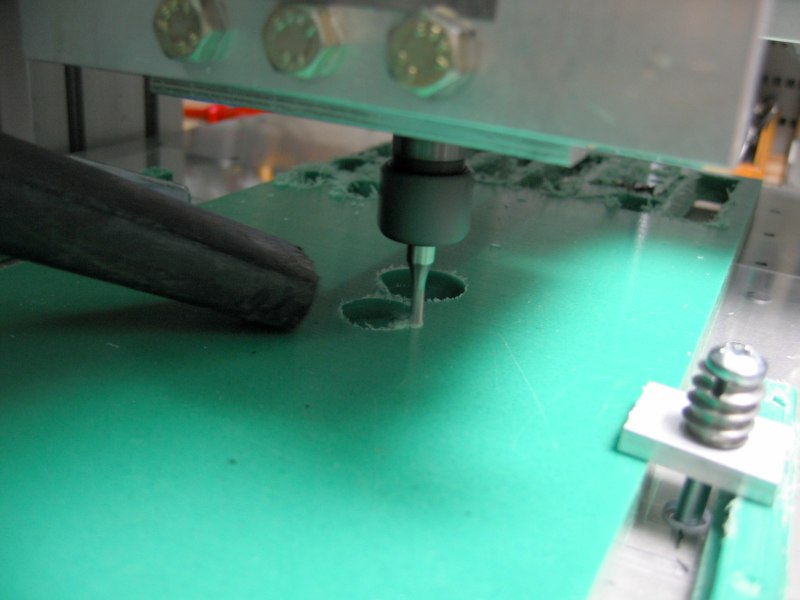
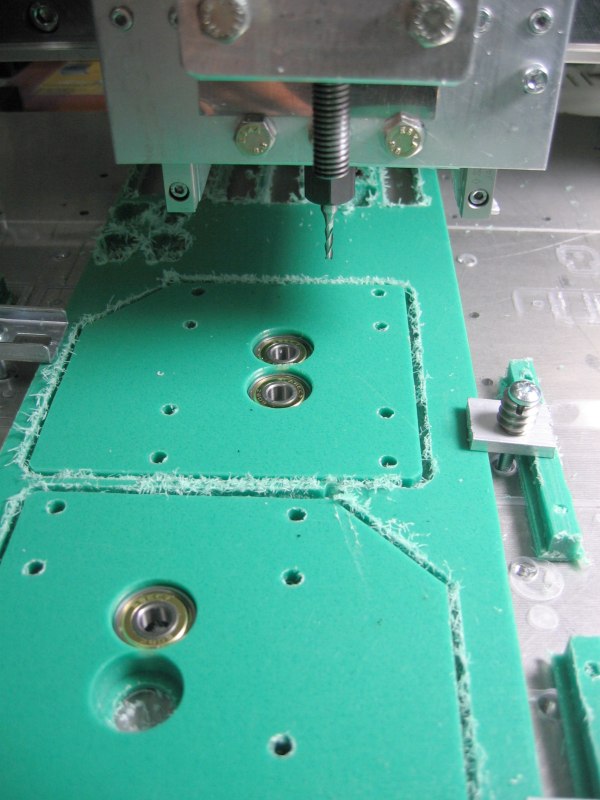
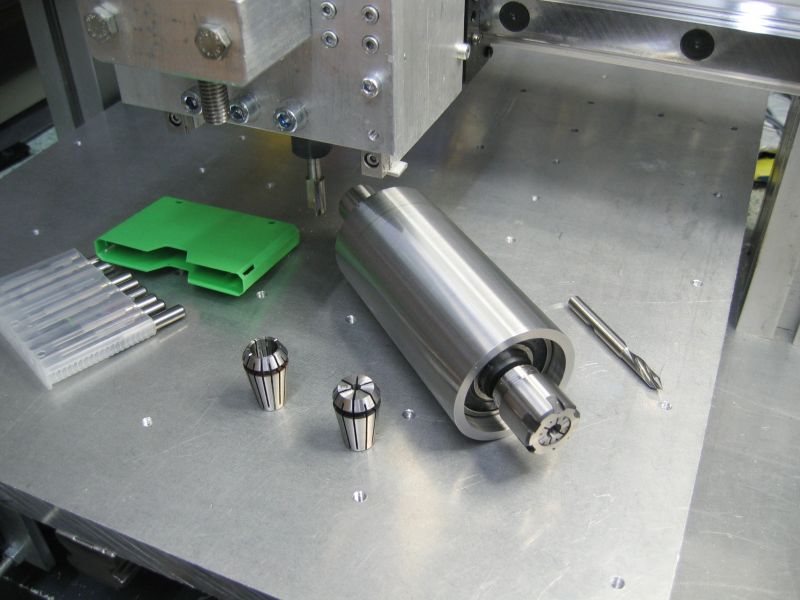
One of major JV2 usages is BCP milling. The first picture shows some tools: a normal 3 mm end mill (just for comparison), a 0.40 mm end mill and a 60⁰ cone engarver.
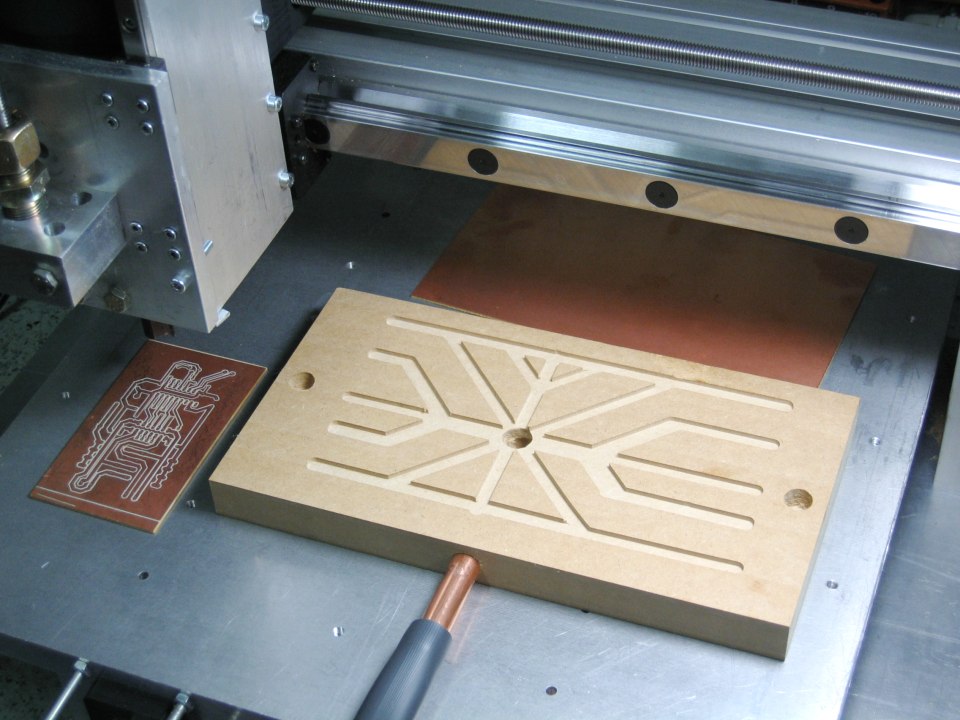
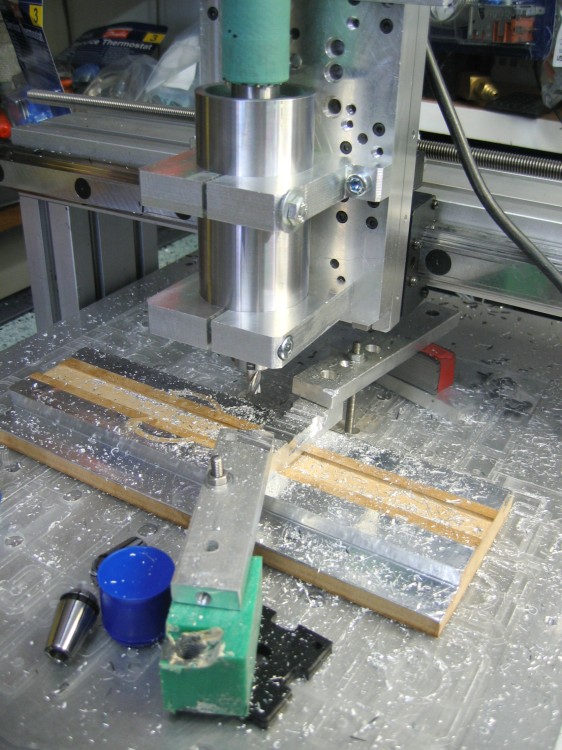
The cone engarver is extremely sensitive to height deviations so I developed a proper BCP mounting device. It is just piece of MDF which is milled flat from boths sides. It also has milled channels for suction on both sides, so it does't need any screws to attach things. Also BCP's are forced straight by vacuum cleaner.
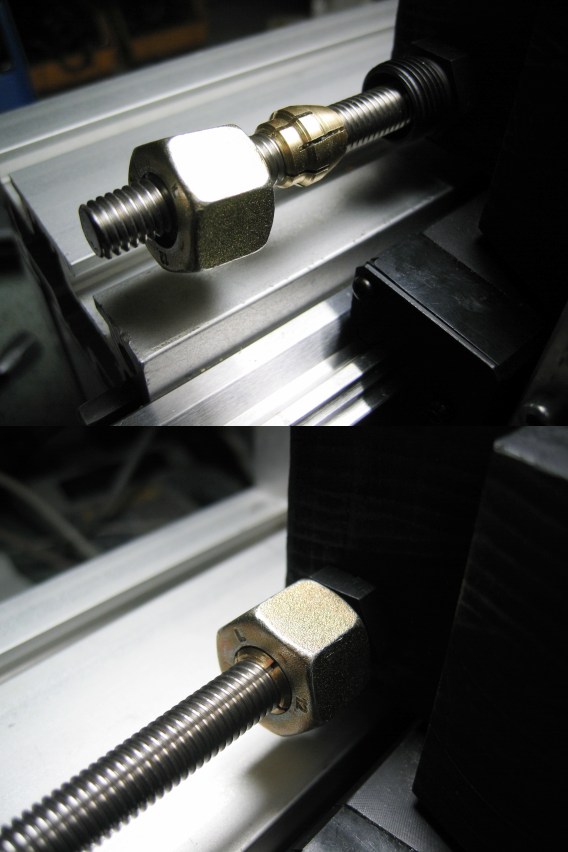
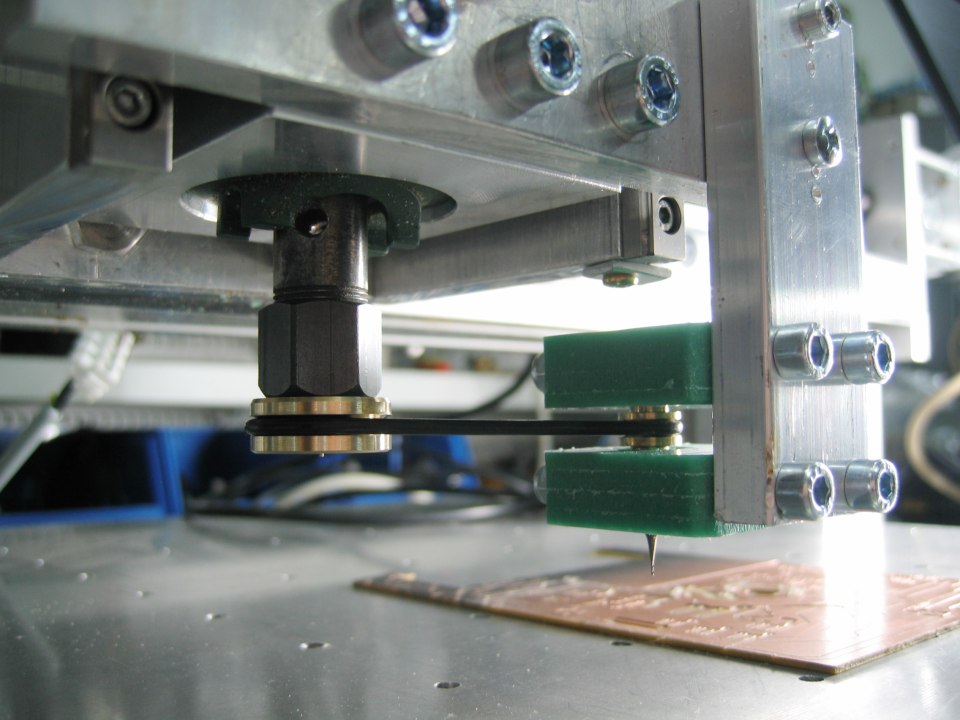
These small tools are very sensitive to radial runout. The cut is about 0.005 mm per flute per revolution so runout of 0.01 mm is far from acceptable. Bosch router can only mount tools with 8 or 6 mm shank and engarving tools have shank of 3 mm diameter, so I would need some adapter.
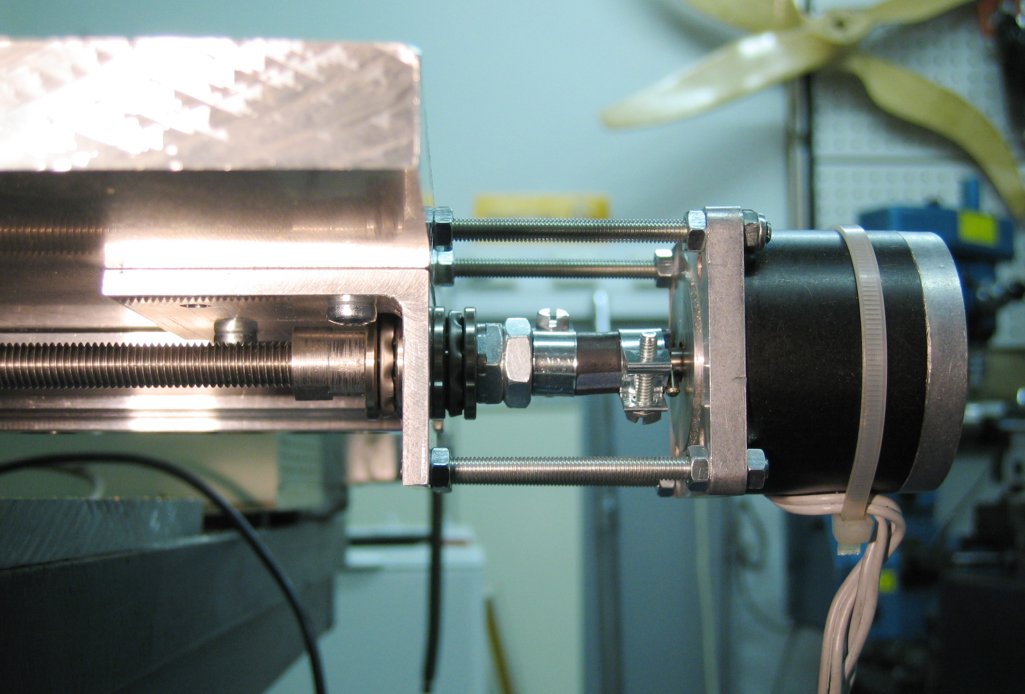
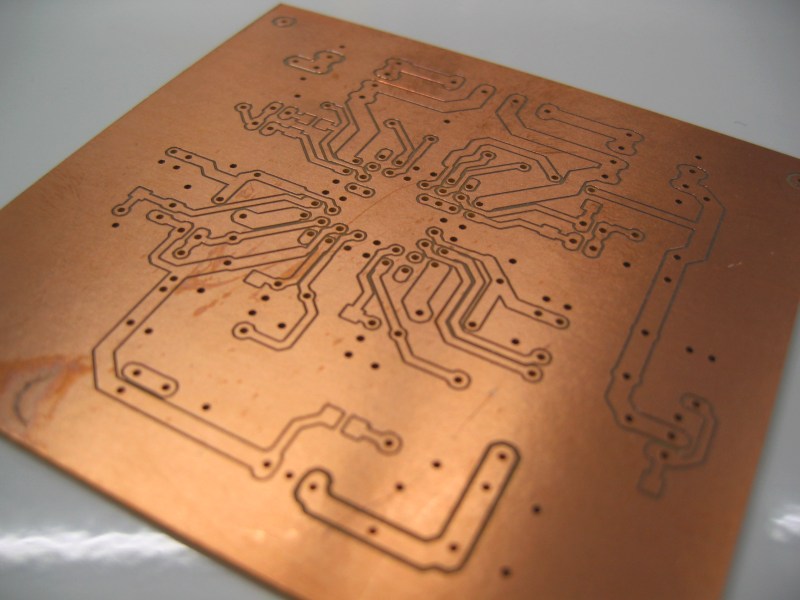
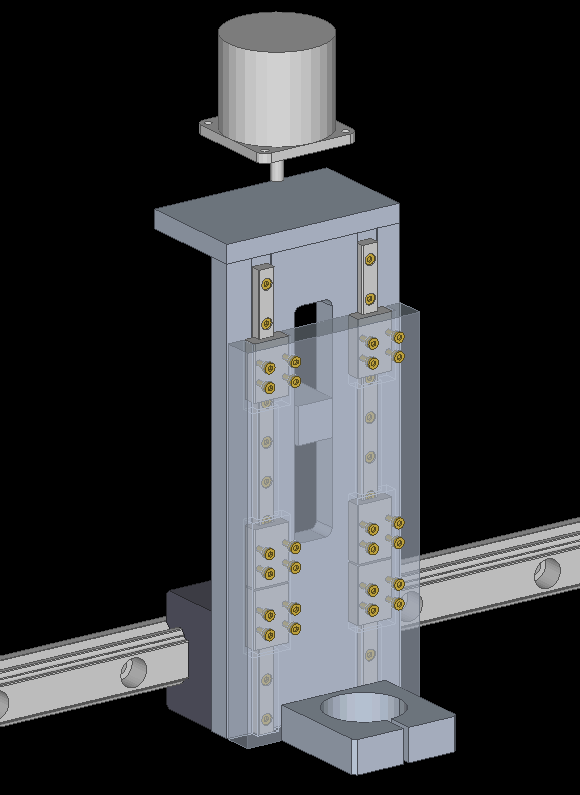
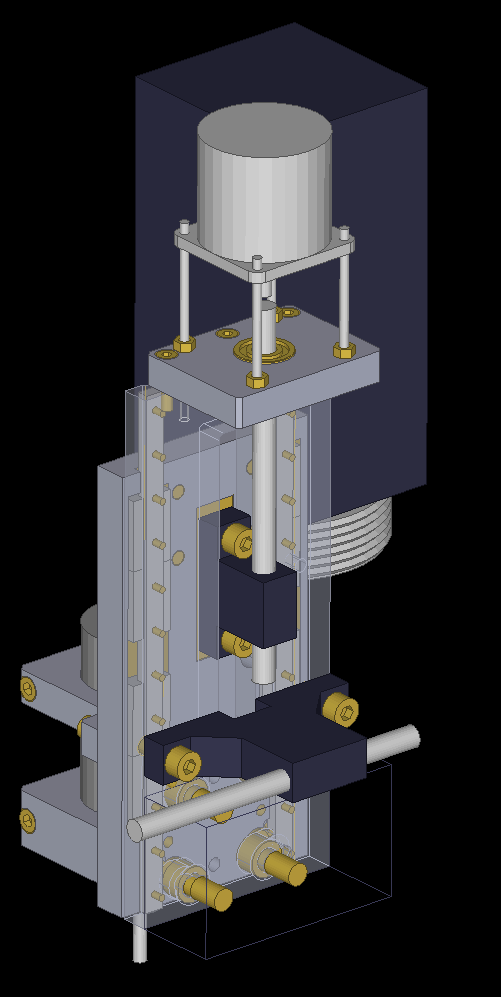
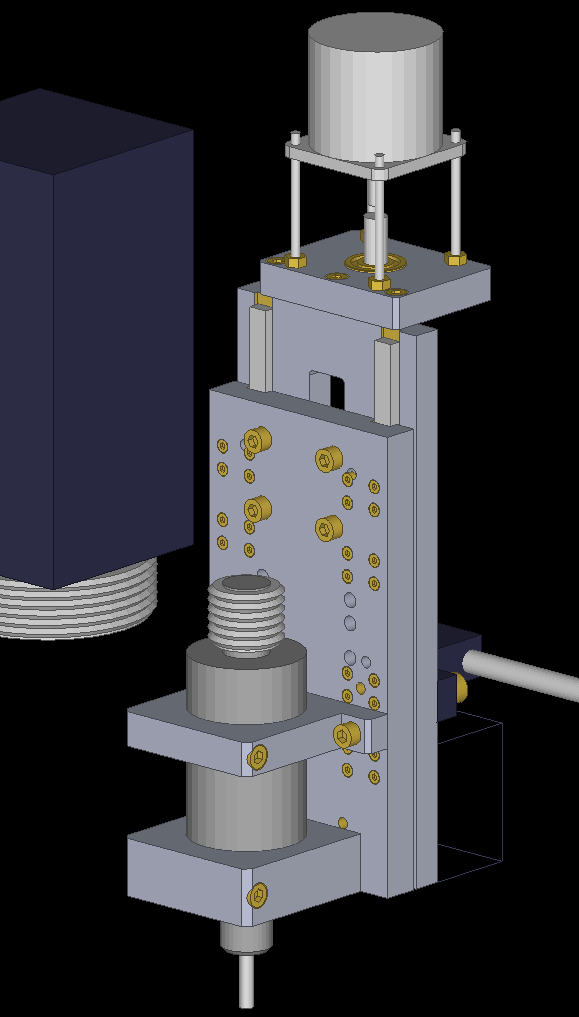
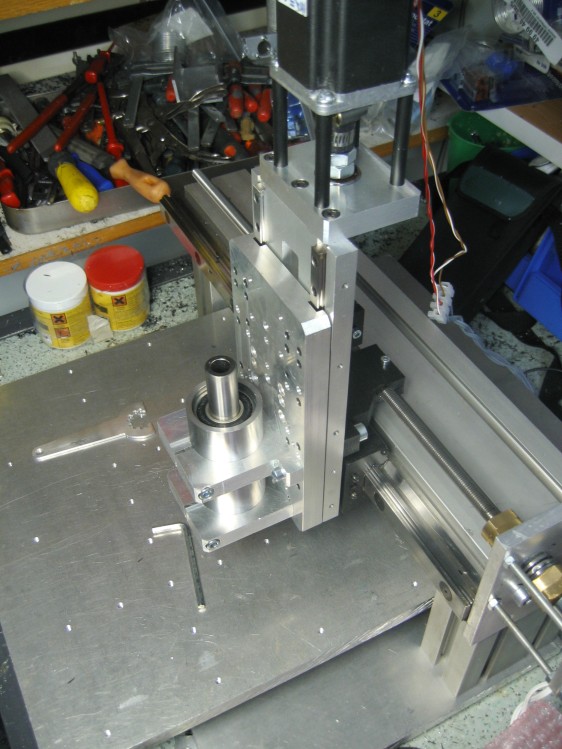
With lathe it is pracitally impossible to get accurate enough parts so I made special spindle for 3 mm tools. It is composed of two small ball bearings which are so tight that tool doesn't need any special mounting. However I used hot glue to ensure tool's position in spindle.
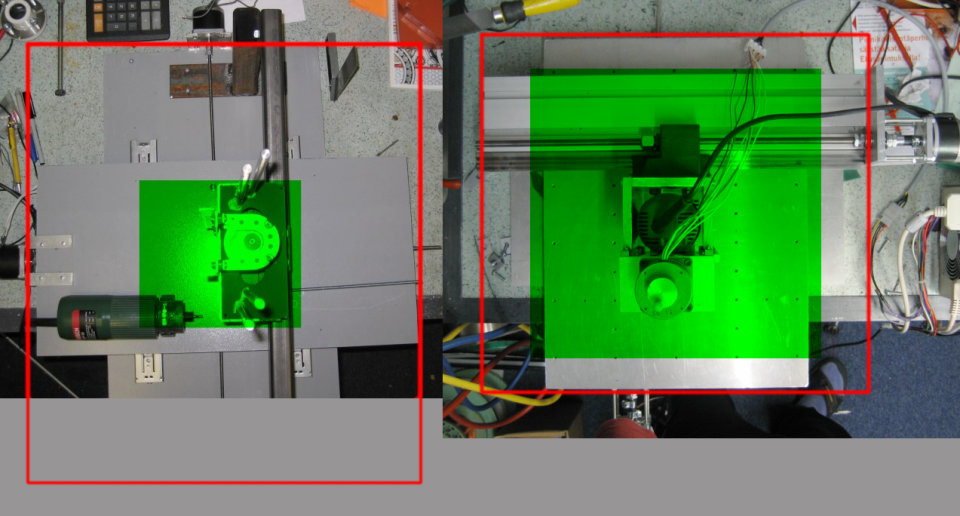
You can download JV2 BCP milling in action video clip
here (3.3 MiB, MPEG4).